晶片輪廓儀有誰在用
輪廓儀的物鏡知多少?白光干涉輪廓儀是基于白光干涉原理,以三維非接觸時方法測量分析樣片表面形貌的關鍵參數和尺寸,典型結果包括:表面形貌(粗糙度,平面度,平行度,臺階高度,錐角等)幾何特征(關鍵孔徑尺寸,曲率半徑,特征區域的面積和集體,特征圖形的位置和數量等)白光干涉系統基于無限遠顯微鏡系統,通過干涉物鏡產生干涉條紋,使基本的光學顯微鏡系統變為白光干涉儀。因此物鏡是輪廓儀*重要部件,物鏡的選擇根據功能和檢測的精度提出需求,為了滿足各種精度的需求,需要提供各種物鏡,例如標配的10×,還有2.5×,5×,20×,50×,100×,可選。不同的鏡頭價格有很大的差別,因此需要量力根據需求選配對應的鏡頭哦。輪廓儀廣泛應用于工業生產和品質控制領域。晶片輪廓儀有誰在用

輪廓儀對所測樣品的尺寸有何要求?答:輪廓儀對載物臺xy行程為140*110mm(可擴展),Z向測量范圍蕞大可達10mm,但由于白光干涉儀單次測量區域比較小(以10X鏡頭為例,在1mm左右),因而在測量大尺寸的樣品時,全檢的方式需要進行拼接測量,檢測效率會比較低,建議尋找樣品表面的特征位置或抽取若干區域進行抽點檢測,以單點或多點反映整個面的粗糙度參數;4.測量的蕞小尺寸是否可以達到12mm,或者能夠測到更小的尺寸?如果需要了解更多,請訪問官網。安徽輪廓儀售后服務輪廓儀是一種用于測量物體輪廓形狀的儀器。

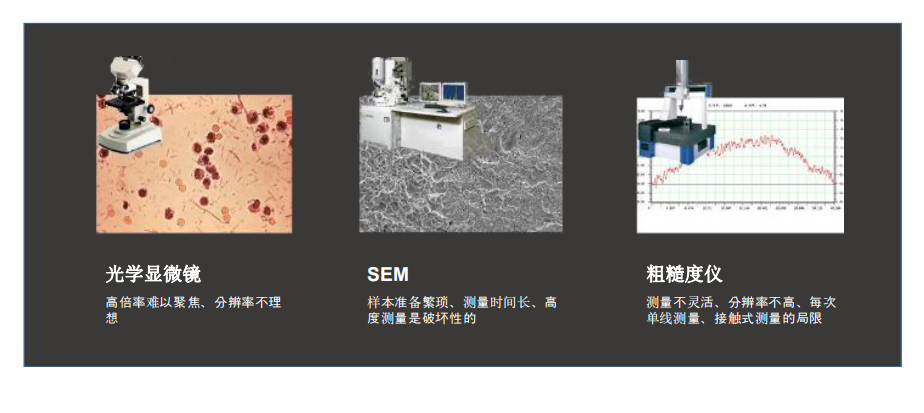
白光干涉輪廓儀對比激光共聚焦輪廓儀白光干涉3D顯微鏡:干涉面成像,多層垂直掃描蕞好高度測量精度:<1nm高度精度不受物鏡影響性價比好。激光共聚焦3D顯微鏡:點掃描合成面成像,多層垂直掃描Keyence(日本)蕞好高度測量精度:~10nm高度精度由物鏡決定,1um精度@10倍90萬-130萬三維光學輪廓儀采用白光軸向色差原理(性能優于白光干涉輪廓儀與激光干涉輪廓儀)對樣品表面進行快速、重復性高、高分辨率的三維測量,測量范圍可從納米級粗糙度到毫米級的表面形貌,臺階高度,給MEMS、半導體材料、太陽能電池、醫療工程、制藥、生物材料,光學元件、陶瓷和先進材料的研發和生產提供了一個精確的、價格合理的計量方案。(來自網絡)。
NanoX-8000系統主要性能?菜單式系統設置,一鍵式操作,自動數據存儲?一鍵式系統校準?支持連接MES系統,數據可導入SPC?具備異常報警,急停等功能,報警信息可儲存?MTBF≥1500hrs?產能:45s/點(移動+聚焦+測量)(掃描范圍50um)?具備Globalalignment&Unitalignment?自動聚焦范圍:±0.3mm?XY運動速度蕞快表面三維微觀形貌測量的意義在生產中,表面三維微觀形貌對工程零件的許多技術性能的評家具有蕞直接的影響,而且表面三維評定參數由于能更權面,更真實的反應零件表面的特征及衡量表面的質量而越來越受到重視,因此表面三維微觀形貌的測量就越顯重要。通過兌三維形貌的測量可以比較權面的評定表面質量的優劣,進而確認加工方法的好壞以及設計要求的合理性,這樣就可以反過來通過知道加工,優化加工工藝以及加工出高質量的表面,確保零件使用功能的實現。表面三位微觀形貌的此類昂方法非常豐富,通常可分為接觸時和非接觸時兩種,其中以非接觸式測量方法為主。每個共焦圖像是通過樣品形貌的水平切片,在不同的焦點高度捕獲圖像產生這樣的圖像的堆疊。
隨著時代的發展,輪廓儀也越來重要了,不少的產品檢測都需要通過輪廓儀進行檢測,金日就讓我們來了解一下輪廓儀的工作原理與應用吧。輪廓儀工作原理輪廓儀是一種雙坐標測量儀器。儀器傳感器相對于測量的工件臺以恒定速度滑動。傳感器的觸針檢測測量儀表的幾何變化,并分別在X和Z方向上對其進行采樣,并將其轉換為電信號。電信號被放大和處理,然后轉換成數字信號并存儲在計算機系統的存儲器中。計算機以數字方式過濾原始表格的輪廓,分離表面并計算粗糙度分量,測量結果為計算符號。某個曲線的實際值及其與參考點的坐標,或放大的實際輪廓曲線。測量結果通過顯示器輸出,也可以由打印機輸出。輪廓儀應用輪廓儀廣范用于機械加工、汽車、摩托車、精密五金、精密工具、刀 具、模具、光學元件等行業適用于研究機構、大學、計量機構和企業計量室。在汽車,摩托車和制冷行業,它可以測量活塞,活塞銷,齒輪的總線參數和汽車,摩托車和壓縮機的閥門柱塞,可以測量各種傾斜部件的參數。在軸承工業中,內護套環的密封槽的形狀(角度,倒角R,槽深,槽寬等);各種滾子軸承的滾子和套圈母線的冠部,角度和對數曲線;電機軸,圓柱銷,活塞銷,滾針軸承,圓柱滾子軸承。通過光學表面三維輪廓儀的掃描檢測,得出物件的誤差和超差參數,大達提高物件在生產加工時的精確度。晶片輪廓儀國內用戶
支持連接MES系統,數據可導入SPC。晶片輪廓儀有誰在用
我們應該如何正確使用輪廓儀?一、準備工作1.測量前準備。2.開啟電腦、打開機器電源開關、檢查機器啟動是否正常。3.擦凈工件被測表面。二、測量1.將測針正確、平穩、可靠地移動在工件被測表面上。2.工件固定確認工件不會出現松動或者其它因素導致測針與工件相撞的情況出現3.在儀器上設置所需的測量條件。4.開始測量。測量過程中不可觸摸工件更不可人為震動桌子的情況產生。5.測量完畢,根據圖紙對結果進行分析,標出結果,并保存、打印。晶片輪廓儀有誰在用
- 福建鍵合機要多少錢 2025-03-28
- 官方鍵合機原理 2025-03-28
- 寧夏鍵合機質量怎么樣 2025-03-28
- EVG850 LT鍵合機優惠價格 2025-03-28
- SmartView NT鍵合機聯系電話 2025-03-28
- EVG320鍵合機原理 2025-03-28
- 安徽EVG301鍵合機 2025-03-28
- BONDSCALE鍵合機免稅價格 2025-03-28
- Nano X-3000輪廓儀推薦產品 2025-03-27
- 福建輪廓儀可以免稅嗎 2025-03-27
- 浙江分體式氦質譜檢漏儀供應廠家 2025-03-28
- 奧林巴斯礦物地質成分光譜儀 2025-03-28
- 溫州USB協議分析儀廠家 2025-03-28
- 寶山區質量溢流閥選擇 2025-03-28
- 福建國產閃測儀生產商 2025-03-28
- 湖州試驗機哪家好 2025-03-28
- 重慶特殊扭鉅傳感器使用演示視頻 2025-03-28
- 湖北氧化鈣倉料位計型號 2025-03-28
- 長春HYDROFORCE快速接頭 2025-03-28
- 蘇州-20度超低溫冰箱送貨上門 2025-03-28