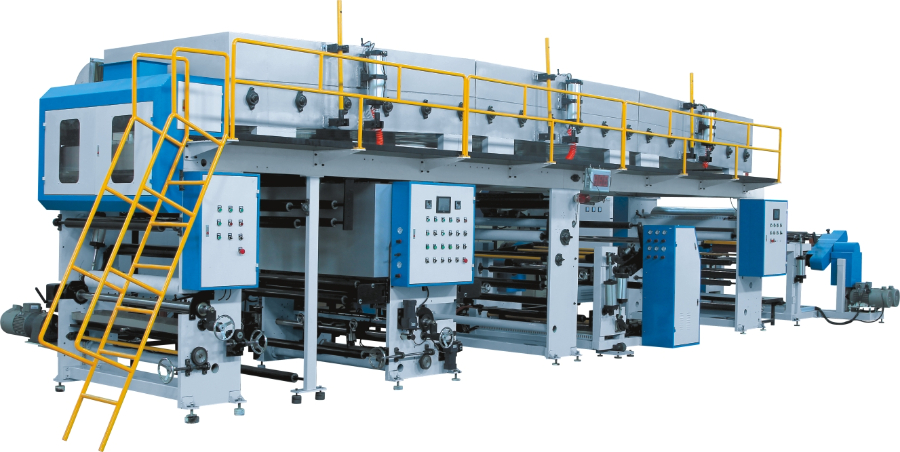
常州整套涂布機工廠直銷
在涂布方面,設備采用了高精度網紋輥涂布頭。網紋輥涂布頭以其獨特的結構和設計,能夠實現精確的涂布量控制和均勻的涂層分布。這種涂布方式不僅適用于多種不同類型的膠水,還能滿足不同工藝需求,如薄涂、厚涂、均勻涂布等。同時,高精度網紋輥涂布頭還能提高涂布效率,減少材料浪費,進一步降低生產成本。此外,設備還具有復合速度快、能耗低和空氣污染小等優點。高速復合能力使得設備能夠在短時間內完成大量生產任務,提高生產效率。同時,通過優化設計和先進的控制技術,設備在運行過程中能夠降低能耗,減少能源消耗和運營成本。此外,設備還采用了環保材料和工藝,減少了對環境的污染和排放,符合現代工業的綠色生產理念。多段張力高精度張力傳感器檢測。常州整套涂布機工廠直銷

多段張力采用低摩擦氣缸擺動輥檢測,低摩擦氣缸是一種具有低摩擦特性的氣缸,能夠減小活塞與缸體之間的摩擦力,提高氣缸的響應速度和精度。在擺動輥檢測系統中,低摩擦氣缸用于驅動擺動輥的上下擺動,從而實現對材料張力的檢測。擺動輥檢測擺動輥檢測系統通過擺動輥的擺動來檢測材料的張力變化。當張力增大時,擺動輥會向一側擺動;當張力減小時,擺動輥會向另一側擺動。這種檢測方式具有結構簡單、易于安裝和維護的優點,并且能夠實現對材料張力的連續監測。多段張力控制在多段張力控制中,可以根據材料的長度、寬度、厚度等參數以及生產工藝的要求,將材料分成多個段落進行張力控制。每個段落都可以采用**的低摩擦氣缸擺動輥檢測裝置和矢量變頻電機進行張力控制,從而實現對整個材料的高精度和高靈敏度的穩定張力控制。無錫自動化涂布機型號在集中系統方面采用西門子PLC。

在涂布復合單元中,異步交流伺服電機的控制通常通過PLC(可編程邏輯控制器)和變頻器實現。PLC作為控制系統的**,負責接收傳感器信號、處理數據并發出控制指令。變頻器則負責調節電機的轉速和轉矩,以滿足涂布復合過程中的各種需求。為了進一步提高控制精度和穩定性,可以采用以下策略:張力控制:通過張力傳感器實時監測材料的張力,并將信號反饋給PLC。PLC根據預設的張力曲線和實時張力值進行比較和調整,以確保張力的穩定性和一致性。速度控制:根據涂布復合過程中的速度需求,通過變頻器調節電機的轉速。同時,可以實時監測電機的實際轉速并與設定值進行比較和調整,以確保速度的準確性和穩定性。位置控制:通過編碼器反饋電機的實際位置信息給PLC。PLC根據預設的位置曲線和實時位置值進行比較和調整,以確保材料在涂布復合過程中的位置準確性和一致性。
采用異步交流伺服電機控制在涂布復合單元中的應用優勢高精度控制:異步交流伺服電機通過先進的控制算法和編碼器反饋,能夠實現高精度的速度和位置控制。這對于涂布復合過程中需要精確控制材料張力、速度和涂布厚度的應用來說至關重要。動態響應快:異步交流伺服電機具有快速的動態響應能力,能夠迅速適應涂布復合過程中可能出現的各種變化,如材料厚度的變化、速度的波動等。這有助于確保涂布質量的穩定性和一致性。節能環保:異步交流伺服電機在運行過程中能夠高效地利用電能,減少能源浪費。同時,由于其結構相對簡單,維護成本也較低,從而降低了整體運營成本。易于集成與維護:現代異步交流伺服電機通常采用模塊化設計,易于與其他生產設備集成。此外,其維護也相對簡單,降低了停機時間和維護成本。光電自動糾偏系統的工作原理。
涂布及電機部分的安全檢測及安全防護、報警歷史記錄等措施是確保生產過程安全、穩定和可追溯性的重要手段。電機部分的安全檢測及安全防護,通過電流表和電壓表實時監測電機的電流和電壓,確保電機在正常范圍內運行。當電流或電壓異常時,觸發報警并采取相應的安全措施。電機在運行過程中會產生熱量,通過溫度傳感器實時監測電機的溫度,防止過熱引發火災或設備損壞。通過振動傳感器監測電機的振動情況,當振動異常時,觸發報警并采取相應的維護措施。張力系統進行張力檢測。宿遷手動涂布機平均價格
光電自動糾偏系統的應用。常州整套涂布機工廠直銷
PLC(可編程邏輯控制器)在實現新軸預速驅動與主機線速度同步方面發揮著關鍵作用。PLC作為工業自動化領域的**控制設備,具有強大的邏輯控制、數據處理和通信能力,利用PLC的通信接口(如CAN總線、PROFIBUS等)建立新軸與主機軸之間的通信連接。確保通信協議的一致性,以實現數據的實時傳輸和同步。通過PLC的輸入模塊采集主機軸的實時線速度數據。根據預設的同步算法,PLC自動演算出新軸的預速驅動值。同步算法可能涉及比例控制、積分控制、微分控制等控制策略,以確保新軸與主機軸之間的線速度同步精度。常州整套涂布機工廠直銷
- 六安手動自動化集成設備加盟報價 2025-03-29
- 威海威力自動化集成設備編號 2025-03-29
- 泉州安裝自動化集成設備誠信合作 2025-03-29
- 六安工業自動化集成設備結構 2025-03-29
- 六安智能自動化集成設備誠信合作 2025-03-29
- 東營整套自動化集成設備哪個好 2025-03-29
- 紹興國產自動化集成設備有幾種 2025-03-29
- 威海哪里有自動化集成設備值多少錢 2025-03-29
- 六安綜合自動化集成設備配件 2025-03-29
- 威海自動自動化集成設備方案設計 2025-03-28
- 快速晶圓讀碼器功效 2025-03-29
- 河北電磁信號處理器廠家直銷 2025-03-29
- 江蘇煙氣木材干燥工藝 2025-03-29
- 凱里蒸汽干燥固化室升級 2025-03-29
- 江陰散熱片切鋁機加工 2025-03-29
- 廣東輸煤皮帶輸送機價格 2025-03-29
- 云南MR無介質全息勞技桌 2025-03-29
- 山東方盤模具來樣訂做 2025-03-29
- 寧夏一級能效空壓站哪里買 2025-03-29
- 蕪湖自動化捷博特技術指導 2025-03-29