吉林銷售輸送上料常見問題
排除方法6、常見故障:輸送帶跑偏故障原因分析:機架、滾筒沒有調整平直;托輥軸線與輸送帶中心線不垂直;輸送帶接頭與中心線不垂直,輸送帶邊呈S型;裝載點不在輸送帶**(偏載)。處理方法:調整在機架或滾筒,使之保持平直;利用托輥調位,糾正輸送帶跑偏;重新做接頭,保證接頭與輸送帶中心垂直;調整落煤點位置。7、常見故障:輸送帶老化、撕裂故障原因分析:輸送帶與機架摩擦,產生帶邊拉毛,開裂;輸送帶與固定硬物干涉產生撕裂;保管不善,張緊力過大;鋪設過短產生撓曲次數超過限值,產生提前老化。處理方法:及時調整,避免輸送帶長期跑偏;防止輸送帶掛到固定構件上或輸送帶中掉進金屬結構件;按輸送帶保管要求貯存;盡量避免短距離鋪設使用。8、常見故障:斷帶故障原因分析:帶體材質不適應,遇水、遇冷變硬脆;輸送帶長期使用,強度變差;輸送帶接頭質量不佳,局部開裂未及時修復或重打。處理方法:選用機械物理性能穩定的材質制做帶芯;及時更換破損或老化的輸送帶;對接頭經常觀察,發現問題及時處理。9、常見故障:打滑故障原因分析:輸送帶張緊力不足,負載過大;由于淋水使傳動滾筒與輸送帶之間摩擦系數降低;超出使用范圍,傾斜向下運輸處理方法:重新調整張緊力或者減少運輸量。 經過吸料管到達上料機的料倉內。過濾器把物料與空氣徹底分離,當物料裝滿料倉時,控制器會自動切斷氣源。吉林銷售輸送上料常見問題

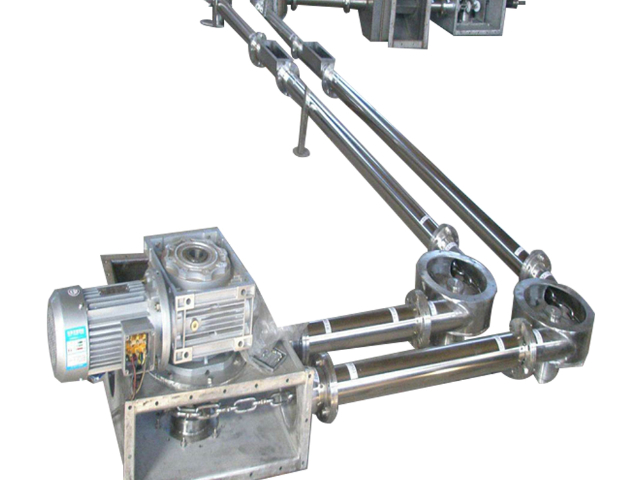
刮板輸送機流水線的介紹(長處及缺陷):用刮板鏈牽引,在槽內運送散料的輸送機叫刮板輸送機。刮板輸送機的相鄰中部槽在水平、垂直面內可有限度折曲的叫可彎曲刮板輸送機。其中機身在工作面和運輸巷道交匯處呈90度彎曲設置的工作面輸送機叫"拐角刮板輸送機"。在當前采煤工作面內,刮板輸送機的作用不僅是運送煤和物料,而且還是采煤機的運行軌道,因此它成為現代化采煤工藝中不可缺少的主要設備。刮板輸送機能保持連續運轉,生產就能正常進行。否則,整個采煤工作面就會呈現停產狀態,使整個生產中斷。刮板輸送機是由哪些部件組成?各種類型的刮板輸送機的主要結構和組成的部件基本是相同的,它由機頭、中間部和機尾部等三個部分組成。此外,還有供推移輸送機用的液壓千斤頂裝置和緊鏈時用的緊鏈器等附屬部件。機頭部由機頭架、電動機、液力偶合器、減速器及鏈輪等件組成。中部由過渡槽、中部槽、鏈條和刮板等件組成。機尾部是供刮板鏈返回的裝置。重型刮板輸送機的機尾與機頭一樣,也設有動力傳動裝置,從安設的位置來區分叫上機頭與下機頭。刮板輸送機組成按刮板輸送機溜槽的布置方式和結構,可分為并列式及重疊式兩種,按鏈條數目及布置方式。 天津通用輸送上料批量定制真空發生器產生的高真空,使被輸送的物料杜絕了分層現象,保證了混合物料成分的均一性。
特點?安裝使用方便,清洗維護容易,是一種比較實用的上料輸送機械。?獨特的螺旋設計使其更容易輸送各種粉體和小顆粒。?采用料箱振動且幅度可調式,料箱物料不易架橋,便于物料進入上料管,對物料適應能力強。?螺旋及上料管與料箱之間軟連接,拆卸輕松,清洗方便。?為能夠便于清理殘料設計成:螺旋可以反轉排料,上料管下端有閘門放料、整條螺旋無需工具即可方便卸、裝和清洗。?根據使用環境、物料特性及衛生清理的不同,有單管、多截卡箍連接上料管、料箱底部加推料螺旋等多種方式。?上料機可與包裝機配套實現料位自動供料,也可單獨在其它場合使用。四、主要部件及作用1.上料電機:輸送物料的原動力。上料電機能實現正反轉,正轉時,螺旋提升物料;反轉時,螺旋排出物料。2.振動電機:振動料箱。振動電機工作時,振動料箱里的物料,可使料箱的物料均勻分布,不至于料箱底部出現物料架橋的現象,保證物料順利的進入上料管。3.料箱:儲存物料。料箱物料不足時,立即向料箱加料,保證料箱有充足的物料供給。4.螺旋及上料管:輸送物料。螺旋正轉時,物料進入上料管,通過螺旋提升物料,從出料口排出,進入儲料倉;螺旋反轉時,打開上料管下端的卸料閘門。
帶式輸送機的選擇、調試與運行一、帶式輸送機型號的選擇(1)輸送物件的重量(包括吊具重量)、外形尺寸及其吊掛方式;(2)線路長度及其復雜程度,即水平回轉段和垂直彎曲段的多少;(3)輸送機的環境工作條件及工作班次;(4)輸送機的運行速度及生產率;(5)特殊的工藝要求。動力輥道由動力輥桶組件、鋁旁板、片架、拉桿、承座、驅動裝置和鏈條組成。無動力輥道由無動力輥桶組件、鋁旁板、片架、拉桿、承座組成。動力輥道由驅動裝置帶動牽引鏈條,鏈條帶動各動力輥桶上的鏈輪轉動,從而由轉動的輸送工作。無動力輥道由人推拉工件或工件擠壓工件,在可自由的輥筒上移動。二、調試皮帶輸送機的步驟:(1)各設備安裝后精心調試皮帶輸送機,滿足圖樣要求。(2)各減速器,運動部件加注相應潤滑油。(3)安裝皮帶輸送機達到要求后各單臺設備進行手動工作試車,并結合起來調試皮帶輸送機以滿足動作的要求。(4)調試皮帶輸送機的電氣部分。 輸送能力大,能耗低,降低了設備的運行成本。

正壓發送罐氣力輸送(密相)//產品概述正壓濃相氣力輸送系統具有系統簡潔,布置靈活,運行可靠,自動化程度高,系統省,輸送灰氣比高,流速低,維護工作量小和年運行費用低等特點。本系統包括進料裝置、發送倉泵、管道、閥門、庫頂除塵裝置、庫底氣化裝置、庫底卸料裝置、動力氣源、程控裝置等。運行階段(工作原理與運行階段)正壓濃相流太化氣力除灰系統是結合流太化和氣固兩相流技術研制的,發送器以邊流化、邊輸送的方式輸送物料,系統運行一般由五個階段組成:階段一:可靠的、**度的圓頂閥關閉發送器進料口階段二:輸送空氣通過流化盤導入發送器,使干灰充分流太化階段三:灰以連續濃相形式邊流化邊輸送階段四:施加的空氣壓力一直保持到干灰進入灰庫階段五:進入灰庫的空氣經布袋除塵器排出灰庫整個運行過程采用全自動PLC,也可進行就地手動。因此該輸送機性能可靠,幾乎不需要維修,不會發生潤滑油污染輸送物料這類問題。廣西銷售輸送上料售后服務
不需要機械式真空泵,具有結構簡單、體積小、免維修、噪音低、物料靜電好符合GMP要求等。吉林銷售輸送上料常見問題
輸送機支架焊條電弧焊的焊接方法1.引弧(1)劃擦法---先將焊條對準焊件,再將焊條像劃火柴似的在焊件表面輕輕劃擦,引燃電弧,然后迅速將焊條提起2-4mm,并使之穩定,(2)敲擊法---將焊條末端對準焊件,然后手腕下彎,使焊條輕微碰一下焊件,再迅速將焊條提起2~4mm,引燃電弧后手腕放平,使電弧保持穩定。這種引弧方法不會使焊件表面劃傷,又不受焊件表面大小、形狀的限制,所以是在生產中主要采用的引弧方法。但操作不易掌握,需提高熟練程度。引弧時需注意如下事項:1)引弧處應無油污、水銹,以免產生氣孔和夾渣。2)焊條在與焊件接觸后提升速度要適當,太快難以引弧,太慢焊條和焊件粘在一起造成短路。2.運條運條是焊接過程中**重要的環節,它直接影響焊縫的外表成形和內在質量。電弧引燃后,一般情況下焊條有三個基本運動:朝熔池方向逐漸送進、沿焊接方向逐漸移動、橫向擺動。焊條朝熔池方向逐漸送進---既是為了向熔池添加金屬,也為了在焊條熔化后繼續保持一定的電弧長度,因此焊條送進的速度應與焊條熔化的速度相同。否則,會發生斷弧或粘在焊件上。焊條沿焊接方向移動---隨著焊條的不斷熔化,逐漸形成一條焊道。若焊條移動速度太慢。吉林銷售輸送上料常見問題
- 上海半自動光圈閥生產過程 2025-03-15
- 河北通用拆包卸料有哪些 2025-03-15
- 黑龍江直銷光圈閥廠家供應 2025-03-15
- 青海定制光圈閥價格優惠 2025-03-15
- 青海常規旋轉閥批量定制 2025-03-15
- 吉林本地旋轉閥直銷價格 2025-03-14
- 安徽常規拆包卸料 2025-03-14
- 江西光圈閥歡迎選購 2025-03-14
- 黑龍江銷售三通閥技術指導 2025-03-14
- 遼寧拆包卸料應用范圍 2025-03-14
- 衢州國內尼龍制品比價哪家好 2025-03-15
- 安徽大型移動空調品質好 2025-03-15
- 造紙自清洗過濾器生產廠家 2025-03-15
- 金盾試水閥安裝 2025-03-15
- 內蒙古繪畫書法吧設計 2025-03-15
- 福建品質工業相機設備制造 2025-03-15
- 嘉興同步帶哪里好 2025-03-15
- 四川千級潔凈室廠家 2025-03-15
- 河北電子輔料貼合系統廠商 2025-03-15
- 上海脈沖激光焊接機廠家 2025-03-15